|
The
title of this article from the February 1957 edition of American
Modeler was ahead of its time in that it incorporates the "continuous
improvement" theme of 21st century company quality assurance programs.
Old timers are very familiar with the Johnson line of model aircraft
engines. Although materials and process have improved since that
time, it is interesting reading about the engineering thought that
went into the design improvement. Have you ever heard of the
Meehanite process? You can still find these engines on eBay
with a search for: johnson glow engine Johnson Engines
Continue on Improvement Program
 If
the new Johnson line of engines looks slightly reminiscent of a
popular engine of a few years ago, namely the Orwick, it isn't just
a coincidence. If
the new Johnson line of engines looks slightly reminiscent of a
popular engine of a few years ago, namely the Orwick, it isn't just
a coincidence. In the hands of a new manufacturer the Johnson
engines should become extremely popular in both free flight and
control line stunt. With only 18 engines available in time for the
1956 Nationals, 28 trophies were won by competitors using this power
plant. Although this is quite an achievement Dynamic Models, Inc.,
is still making refinements to the design to further improve performance.
The first Johnson engine was actually born in October 1955
but these first production jobs did not measure up to the standards
set by Hi Johnson. Rather than continue producing an engine that
they felt could be improved, Dynamic closed their doors and for
the next six months devoted all their energies toward developing
their new "hard cylinder" models. The results of these efforts was
dramatically proven in their first competitive showing.
At the present time Dynamic is producing three sizes: 29, 32, and
35. In the near future a new model with the designation of "stunt"
will be introduced. This engine will have a cubic inch displacement
of approximately .34 and will be developed primarily for control
line stunt and radio control. Dynamic plans to cover the full line
in time, with the exception of 1/2A. The .35 was developed
for combat, free-flight, rat racing and for the stunt flyers who
like quite a bit of speed. A bore of .770 and a stroke of .750 would
indicate that some speed might have been sacrificed for a little
extra power. However the Johnson .35 is lacking in neither. In fact
it peaks at a higher rpm than some of the other engines in its class.
Ruggedness is reflected in its above-average weight of 6.8 oz.
The crankcase, die cast of Alcoa A-380 aluminum, is
designed to take the stress and strain of models that sometimes
try to fly below ground level. For this reason the front face of
the crankcase is left quite heavy as is the journal around the main
bearing. Beam mounting lugs are rugged with mounting holes arranged
to fall directly in the center of a 3/8" motor mount. The three
lugged back plate cover holes can be drilled out for radial mounting
and will fit the micro type tank often used in free flight. The
wall of the back plate has been left 1/8" thick to accommodate drilling
and tapping for pressurized tank combos. Noteworthy features are
the lack of a gasket between the cylinder and crankcase and the
use of a web support in the bypass.
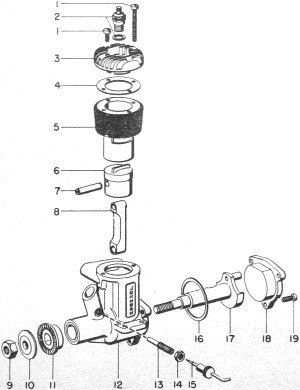
Parts listing 1) head screw; 2) glow plug, gasket; 3) cylinder
head; 4) head gasket; 5) cylinder sleeve; 6) piston; 7) wrist
pin; 8) con-rod; 9) prop-nut; 10) front washer; 11) drive washer;
12) crankcase and bearing ; 13) needle valve spray bar; 14)
needle valve nut; 15) needle valve pin assembly; 16) back plate
gasket; 17) crankshaft; 18) back plate; 19) back plate screw.
Like the crankcase, the head is massive and is die cast from the
same type aluminum alloy. It seats deeply into the cylinder to guard
against blowing head gaskets and features a spherical combustion
chamber which matches the domed piston. It is held securely in place
by six machine screws, two of which extend down through the fins
thus holding the head and cylinder barrel to the crank-case. That cylinder barrel, the heart of the "hard cylinder models," is
a well guarded secret of Dynamic Models, Inc. and as such they will
not divulge the material used or the process used in heat treating.
They do say though that the cylinder is as hard as hard chrome and
many times as durable since it is integral and not just a plating
process. The superficially hardened surface is .006" deep, leaving
a tough core and eliminating the possibility of brittleness. Any
reworking of the cylinder in the way of hop-up will have to be done
with a hand grinder and emery cloth. Piston is slug type
and exceptionally light for an engine of this size. Material used
is a new process called
Meehanite and porosity of the metal is controlled so that the
side walls are left porous while the dome (top) is dense. This allows
the bearing portion to absorb and hold lubricants during operation.
Do not be alarmed when the compression band takes on a grayish look
after about one hour's running. This is a characteristic of the
material. Although the piston is domed shaped, it also employs a
low straight type baffle which does not interfere with the dome
theory but does do a better job of scavenging. Connecting
rod material is extruded and drawn from 72,000 p.s.i, aluminum of
12% elongation giving a tough hard material with extra long fatigue
life. Slots are cut at both the large and small ends to insure sufficient
lubrication. Crank shaft is machined in one piece
from 4130 chrome-molly aircraft steel. Three holes strategically
placed in the shaft journal act as a pressure lubricating system
for the main bearing. Main bearing is a sintered meehanite with
controlled porosity. It is honed out enough to get into virgin metal.
Hi Johnson claims this bearing will outlast any bearing material
known. Since it is cast into the crankcase any chance of float is
eliminated.
Needle
valve assembly is drilled-straight-through variety and although
the fit is better than most of this type we feel that some improvement
in its design would be beneficial. By design, the spray bar cannot
be turned around thus the needle valve protruding from the right
side of the engine (looking from the front) seems to favor left
handed flipping and use of the right hand for operation of the needle
valve. However being opposite the exhaust port has its advantages
too and perhaps one gets used to its location. During. the tests
we found that although there was no noticeable float, the needle
valve was very critical on adjustment. Running tests
were begun after 1/2 hours of break-in time which seemed quite adequate
for the test engine. As recommended by Hi a 10/6 propeller was used.
Maximum rpm with this was 13,500. This same rpm was also recorded
with a 9/8 prop. Dropping down to a 9/6 prop increased rpm to 14,500.
To test its lugging power we tried an 11/6 wide bladed propeller.
Speed dropped to just below 10,000 rpm and an excessive amount of
vibration was noted. However below 9,000 rpm and above 10,000 rpm
our test engine was quite smooth. Starts were quickly made when
the engine was primed directly into the exhaust port, but it was
not quite as easily restarted when hot.
Articles About Engines and Motors for Model Airplanes, Boats, and Cars:
Posted September 8, 2012
|
